
18115559859

欢迎访问苏州斯曼克磨粒流设备有限公司网站!
18115559859
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山陆家镇金阳东路1068号13#楼


去毛刺抛光盘压力的精确控制由气动控制系统实现,主要通过气缸活塞杆的位置变化实现载荷的精确控制。用软件编写定时器来控制气动系统实现抛光过程所需要的高、低压加压时间,由微机通过编好的程序控制数字伺服阀,数字伺服阀再控制气缸,同时在气缸与抛光盘连接处装有一个载荷传感器,通过A/D转换.把气缸的压力信号反馈到工控机中,通过一个位移传感器检查抛光盘位置,同样通过A/D转换,把内孔抛光盘的位置信号反馈到工控机中,形成一个二环闭环控制,从而实现对盘压力的精确控制。
气动系统气源由小型空压机提供,压缩空气经过储气管和过滤器供给系统,系统压力由数字伺服阀调定,通过微机设置调节电压信号给数字伺服阀的步进电机,步进电机的转动带动偏心机构的转动.再由偏心机构的转动带动阀芯的移动,控制阀芯在阀套中的位置,从而控制气缸的压力要求,实现气缸的精确运动和抛光盘压力的精确控制。
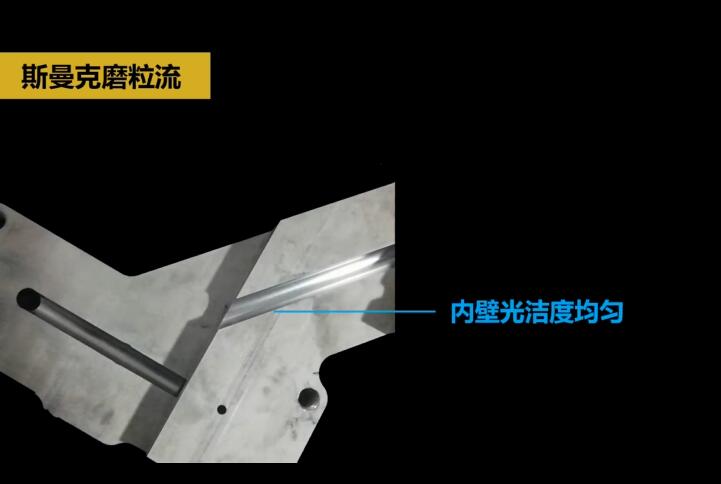
斯曼克磨粒流致力于表面光整技术研究,是国内最早的抛光机及超精抛光材料生产厂家,国内最先进的抛光技术研发基地,获多项国家专利.专业解决各行业各种金属及非金属材质各种异形中小精密零件去毛刺,倒R角,去氧化皮,除锈,去除加工刀纹痕,精密抛光,镜面抛光等攻关性技术难题,抛光中工件无碰伤,不改变工件尺寸精度,可根据用户需求专业设计订制专用抛光机。

