18115559859

欢迎访问苏州斯曼克磨粒流设备有限公司网站!
18115559859
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山陆家镇金阳东路1068号13#楼

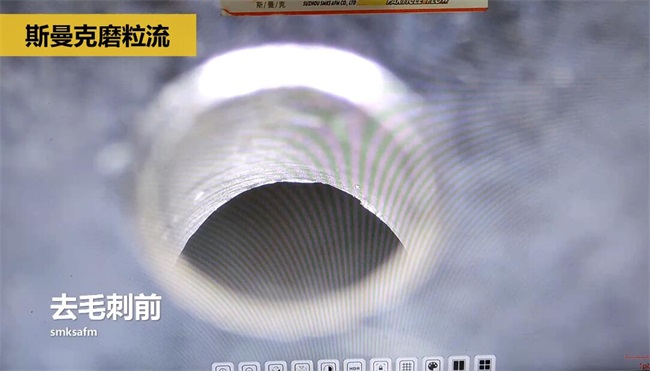
各种零件去毛刺的方法的优缺点
金属加工中出现毛刺是大家都会遇到的问题,比如钻孔,车削,铣削,板材切割。
毛刺的危害之一就是容易割伤!为了去除毛刺,通常需要进行称为去毛刺的二次操作。精密部件的3次去毛刺和边缘精加工可能占成品部件成本的30%。此外,二次精加工操作难以自动化,所以毛刺真的变成了很棘手的问题。
人工去毛刺
这个是较传统的普遍采用的方式,采用锉刀(锉刀有人工锉刀和气动锉刀)、砂纸、砂带机、磨头等作为辅助工具。
缺点:人工成本较贵,效率不是很高,且对复杂的交叉孔很难去除。
适用对象:对工人技术要求不是很高,适用毛刺小,产品结构简单的铝合金压铸件。

冲模去毛刺
采用制作冲模配合冲床进行去毛刺。
缺点:需要一定的冲模(粗模 精冲模)制作费,可能还需要制作整形模。
适用对象:适合分型面较简单的铝合金压铸件,效率及去毛刺效果比人工佳。
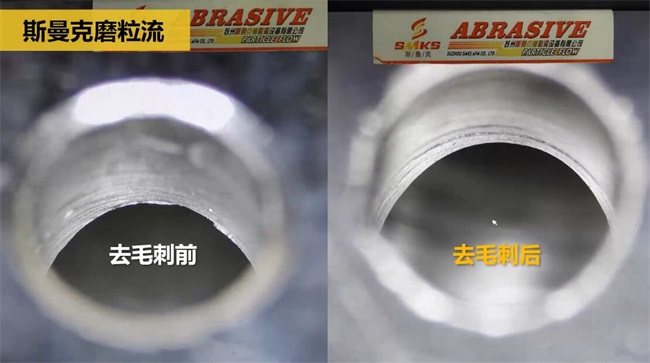
研磨去毛刺
此类去毛刺包含振动、喷砂、滚筒等方式,目前压铸厂采用较多。
缺点:存在去除不是很干净的问题,可能需要后续人工处理残余毛刺或者配合其他方式去毛刺。
适用对象:适合批量较大的小铝合金压铸件。
冷冻去毛刺
利用降温使毛刺迅速脆化,然后喷射弹丸去除毛刺。设备价格大概在二三十万;
适用对象:适合毛刺壁厚较小且体积也较小的铝合金压铸件。
热爆去毛刺
也叫热能去毛刺、爆炸去毛刺。通过将一些易然气体,通入到一个设备炉中,然后通过一些介质及条件的作用,让气体瞬间爆炸,利用爆炸产生的能量来溶解去除毛刺。
缺点:设备昂贵(上百万价格),操作技术要求高,效率低,副作用(生锈、变形);
适用对象:主要运用在一些高精密的零部件领域,如汽车航天等精密零部件。